
একটি উদ্ধৃতি পান

+86-18862679789


admin@evertopest.com

এক্সট্রুশন কর্মক্ষমতা বিভিন্ন ঘূর্ণন নির্দেশাবলী সঙ্গে ভিন্ন?
উপাদান মিশ্রণ প্রক্রিয়াকরণে, টুইন-স্ক্রু এক্সট্রুডারের কার্যকারিতা সরাসরি উপাদান মিশ্রণের প্রভাব, উত্পাদন দক্ষতা এবং চূড়ান্ত পণ্যের গুণমান নির্ধারণ করে। স্ক্রু ঘূর্ণনের দিক অনুসারে, টুইন-স্ক্রু এক্সট্রুডারগুলি সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুডার এবং পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুডারগুলিতে বিভক্ত এবং দুটির মধ্যে প্রধান পার্থক্য স্ক্রু ঘূর্ণনের দিকে রয়েছে। যা ঘূর্ণনের দিকের পার্থক্য বলে মনে হয় তা প্রক্রিয়াকরণ বৈশিষ্ট্য, মিশ্রণ ক্ষমতা এবং পণ্যের সামঞ্জস্যের ক্ষেত্রে উভয়ের মধ্যে উল্লেখযোগ্য পার্থক্য সৃষ্টি করে।
সহ-ঘূর্ণায়মান যমজ-স্ক্রু এবং কাউন্টার-রোটেটিং টুইন-স্ক্রু-এর মধ্যে প্রধান পার্থক্য স্ক্রুগুলির মিথস্ক্রিয়া প্রক্রিয়ার মধ্যে রয়েছে:
• যখন একটি সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর দুটি থ্রেড উপাদানটিকে ধাক্কা দেয়, তখন তাদের থ্রাস্ট সুপারইম্পোজ করা হয়;
• যখন পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু পুশ উপাদানের দুটি থ্রেড লাইন, তাদের থ্রাস্ট একে অপরকে বাতিল করে দেয়।
এটি সহ-ঘূর্ণায়মান এবং পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রু উভয়ের মৌলিক কাজের নীতি এবং কর্মক্ষমতা বৈশিষ্ট্য নির্ধারণ করে।
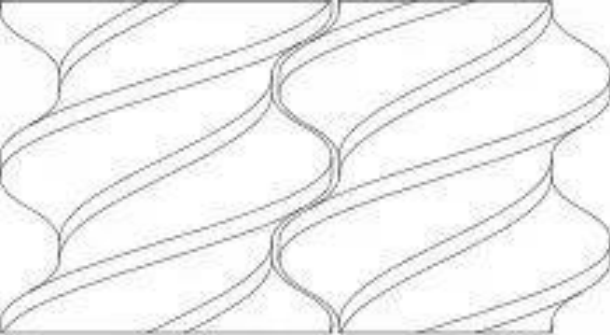
চিত্র 4 সহ-ঘূর্ণায়মান টুইন-স্ক্রু ফিট
সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর মিলন মোড চিত্র 4-এ দেখানো হয়েছে। সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর দুটি স্ক্রু একই দিকে ঘোরে এবং স্ক্রু থ্রেড উভয়ই ডান-হাতে। উপাদান পরিবাহিত দিক নির্ণয় একক-স্ক্রু এর মতই।
কাউন্টার-রোটেটিং টুইন-স্ক্রু-এর মিলন মোড চিত্র 5-এ দেখানো হয়েছে। পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রু-এর দুটি স্ক্রু বিপরীত দিকে ঘোরে এবং দুটি স্ক্রুর থ্রেড বিপরীত দিকে ঘোরে। দুটি স্ক্রু বাইরের দিকে ঘোরে। অর্থাৎ, এক্সট্রুশন দিক বরাবর, ডান দিকটি বাম-হাতের স্ক্রু, যা ঘড়ির কাঁটার দিকে ঘোরে এবং বাম দিকটি ডান-হাতের স্ক্রু, যা ঘড়ির কাঁটার বিপরীত দিকে ঘোরে।
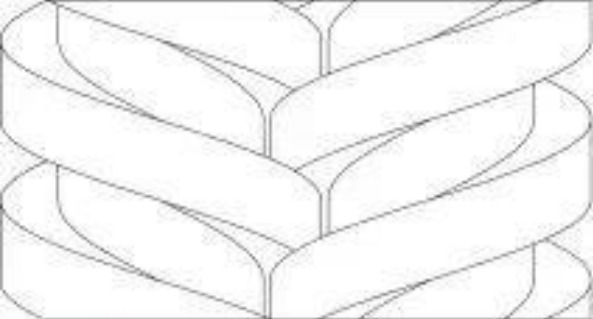
চিত্র 5 পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু ফিট
সিমুলেশন পরীক্ষার ফলাফল বিশ্লেষণ
শারীরিক ক্ষেত্র
1
চাপের ক্ষেত্র
চাপের মেঘের মানচিত্র (চিত্র 6) এবং চাপের পরিবর্তন বক্ররেখা (চিত্র 7) থেকে দেখা যায়:
সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশন প্রক্রিয়ায়, প্রবাহ চ্যানেলে চাপ ওঠানামা করে। সহ-ঘূর্ণায়মান টুইন-স্ক্রু ফিট হওয়ার পরে কাঠামোটি উল্লেখ করে (চিত্র 4), এটি পাওয়া যায় যে চাপের ওঠানামা স্ক্রু রিজের অবস্থানের সাথে উপরে এবং নীচে ওঠানামা করে। এর কারণ হল স্ক্রু রিজ স্ক্রু পৃষ্ঠের একটি উচ্চ প্রসারিত অংশ, এবং স্ক্রু রিজের মধ্য দিয়ে যাওয়ার সময় এক্সট্রুড উপাদানটি শক্তিশালী এক্সট্রুশন এবং শিয়ার ফোর্সের শিকার হয়, তাই স্ক্রু রিজের অবস্থানে প্রায়শই চাপ তুলনামূলকভাবে বেশি থাকে।
কাউন্টার-রোটেটিং টুইন-স্ক্রু এক্সট্রুশনে, রানারে চাপ প্রথমে বৃদ্ধি পায় এবং তারপর এক্সট্রুশন দিক বরাবর হ্রাস পায় এবং মধ্যম অবস্থানে স্থানীয় উচ্চ চাপ দেখা দেয়। পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু ফিট (চিত্র 5) এর কাঠামোর উল্লেখ করে, এটি পাওয়া যায় যে স্থানীয় উচ্চ চাপটি এক্সট্রুশন দিকটির মাঝ বরাবর মেশিং পয়েন্টে ঘটে। এর কারণ হল দুটি স্ক্রু বিপরীত দিকে ঘোরে এবং এক্সট্রুশন প্রক্রিয়ার সময় উপাদানের প্রবাহ অসম বা অবরুদ্ধ থাকে, যা মধ্যম অবস্থানে জমা হয় এবং তারপর চ্যানেলে স্থানীয় উচ্চ চাপ তৈরি করে।
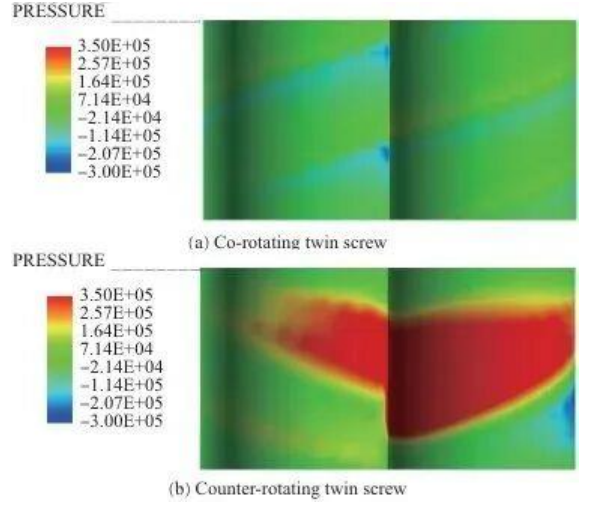
চিত্র 6 এক্সট্রুশন প্রক্রিয়া চলাকালীন রানারে প্রেসার ক্লাউড ডায়াগ্রাম
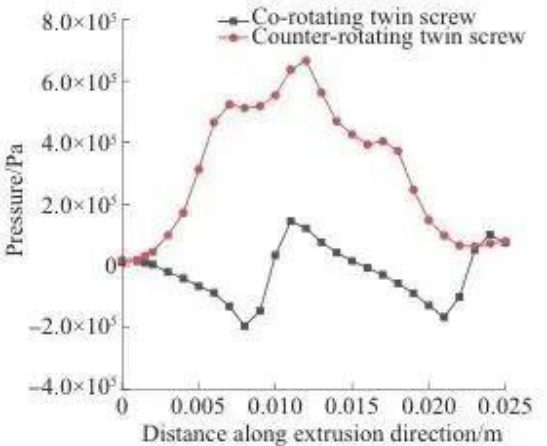
চিত্র 7 চাপ প্রকরণ বক্ররেখা
2
শিয়ার হার ক্ষেত্র
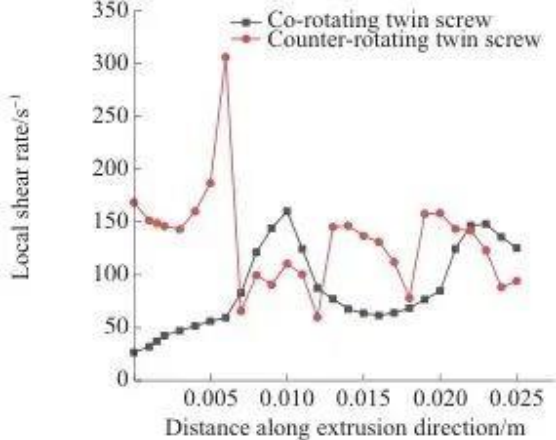
শিয়ার রেট ক্লাউড (চিত্র 8) এবং শিয়ার রেট তারতম্য বক্ররেখা (চিত্র 9) থেকে দেখা যায়:
সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশন এবং কাউন্টার-রোটেটিং টুইন-স্ক্রু এক্সট্রুশন উভয় ক্ষেত্রেই শিয়ার রেট স্ক্রু রিজ-এ বেশি এবং স্ক্রু গ্রুভে কম। এই ঘটনার কারণ হল যে উপাদানটি সরু ফাঁকে দ্রুত প্রবাহিত হয়, এবং স্ক্রু রিজ এবং ব্যারেলের ভিতরের প্রাচীরের মধ্যে ফাঁক ছোট, তাই শিয়ারের হার বেশি, যখন স্ক্রু খাঁজ এবং ব্যারেলের ভিতরের প্রাচীরের মধ্যে ফাঁক বড়, তাই শিয়ারের হার কম।
পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রুতে স্থানীয় উচ্চ শিয়ার রেট ফুটো হওয়ার কারণে ঘটে।
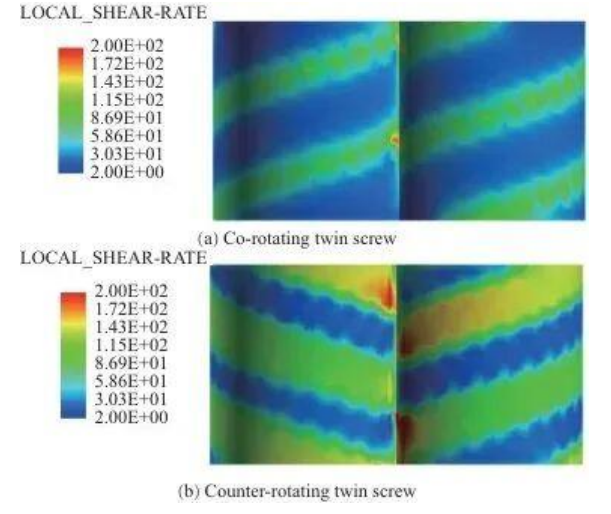
চিত্র 8 এক্সট্রুশন সময় শিয়ার হার মেঘ
চিত্র 9 শিয়ার হার তারতম্য বক্ররেখা
মিশ্রণ প্রধানত বিতরণী এবং বিচ্ছুরিত মিশ্রণে বিভক্ত।
বিতরণ করা মিশ্রণ উপাদানের বিতরণ প্রক্রিয়া বর্ণনা করতে ব্যবহৃত হয়, যেখানে উপাদান ক্রমাগত পুনর্বিন্যাস করা হয় এবং স্ক্রু রটারের ধাক্কার অধীনে নির্দেশিত হয়;
ডিসপারসিভ মিক্সিং ব্যবহার করা হয় সেই প্রক্রিয়াকে বর্ণনা করার জন্য যেখানে উপাদানের কণাগুলো ক্রমাগত প্রসারিত ও শিয়ার করার ফলে উপাদানের আকার পরিবর্তিত হয়। ট্রেসার কণা পদ্ধতিটি ট্র্যাজেক্টোরি প্যারামিটারের উপর গাণিতিক পরিসংখ্যান পরিচালনা করতে ব্যবহৃত হয়েছিল যেমন বাসস্থানের সময়, বিতরণ সূচক, বিচ্ছেদ স্কেল এবং সর্বাধিক শিয়ার স্ট্রেস বিতরণ সহ-ঘূর্ণায়মান টুইন-স্ক্রু এবং কাউন্টার-রোটেটিং টুইন-স্ক্রু-এর মধ্যে পারফরম্যান্সের মিশ্রণের পার্থক্যগুলি বিশ্লেষণ করতে।
অক্ষীয় মিশ্রণ কর্মক্ষমতা
স্ক্রু উপাদানগুলির অক্ষীয় মিশ্রণের কার্যকারিতা পরিমাপের জন্য বাসস্থানের সময় বন্টন একটি গুরুত্বপূর্ণ সূচক। এটি টুইন-স্ক্রু এক্সট্রুডারে উপকরণের বসবাসের সময় বণ্টনকে দুটি আকারে বর্ণনা করে: ক্রমবর্ধমান আবাসিক সময় বন্টন ফাংশন এবং বসবাসের সময় বন্টন ফাংশন, যা যথাক্রমে সম্ভাব্যতা ফাংশন এবং সম্ভাব্য ঘনত্ব ফাংশন দ্বারা প্রকাশ করা হয়।
1 ক্রমবর্ধমান বাস সময় বন্টন
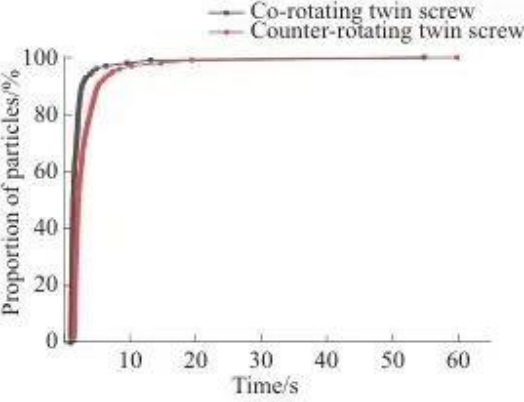
ক্রমবর্ধমান বসবাসের সময় বন্টন বক্ররেখা (চিত্র 10) এক্সট্রুডারে তরল বা উপাদানের বসবাসের সময়ের ক্রমবর্ধমান সম্ভাব্যতা বন্টনকে বর্ণনা করে।
চিত্র 10-এ দেখানো হয়েছে, সহ-ঘূর্ণায়মান যমজ-স্ক্রুতে, যখন ট্রেসার কণাগুলি প্রথম রানার থেকে প্রস্থান করে তখন 1.00 সেকেন্ড, রানার থেকে সম্পূর্ণভাবে প্রস্থান করার সময়টি 54.82 সেকেন্ড, এবং বসবাসের সময় বন্টনের প্রস্থ 53.82 সেকেন্ড।
পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রুতে, ট্রেসার কণাগুলির চ্যানেল থেকে প্রথম প্রবাহিত হওয়ার সময় হল 1.48 সেকেন্ড, তাদের চ্যানেল থেকে সম্পূর্ণভাবে প্রবাহিত হওয়ার সময় হল 59.80 সেকেন্ড, এবং বসবাসের সময় বিতরণের প্রস্থ হল 58.32 সেকেন্ড৷
সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর ক্রমবর্ধমান বসবাসের সময় বন্টন বক্ররেখা সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর ক্রমবর্ধমান বাস সময়ের উপরে এবং একটি উচ্চ বক্ররেখা নির্দেশ করে যে একটি নির্দিষ্ট মুহূর্তে চ্যানেল থেকে আরও কণা প্রবাহিত হচ্ছে।
চিত্র 10 ক্রমবর্ধমান বসবাসের সময় বিতরণ
2 বসবাসের সময় বন্টন
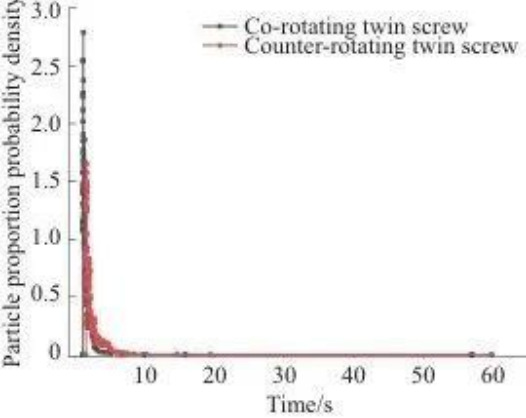
বসবাসের সময় সম্ভাব্যতা ঘনত্ব বণ্টন বক্ররেখা বিভিন্ন সময়কালে এক্সট্রুডারে উপাদানের বসবাসের সময়ের সম্ভাব্যতা বন্টনকে বর্ণনা করে। একটি উচ্চ সম্ভাবনার ঘনত্ব মানে সেই সময়ের মধ্যে উপাদান বসবাসের একটি বৃহত্তর সম্ভাবনা, যখন একটি কম সম্ভাবনার ঘনত্ব অপেক্ষাকৃত ছোট বসবাসের সময় নির্দেশ করে। বসবাসের সময় বন্টনের সম্ভাব্যতা ঘনত্ব ফাংশন থেকে (চিত্র 11), এটি জানা যায় যে:
সহ-ঘূর্ণায়মান যমজ-স্ক্রুতে, অধিকাংশ কণা 1.00 থেকে 1.99 সেকেন্ডে কেন্দ্রীভূত হয়, এবং কাউন্টার-রোটেটিং টুইন-স্ক্রুতে, বেশিরভাগ কণা 1.48 থেকে 2.97 সেকেন্ডে কেন্দ্রীভূত হয়। সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর সংশ্লিষ্ট বক্ররেখাটি আরও বাম দিকে, এবং শিখরটি উচ্চতর, এটি নির্দেশ করে যে সহ-ঘূর্ণায়মান যমজ-স্ক্রুটির বহন ক্ষমতা আরও শক্তিশালী। এই ঘটনার কারণ হতে পারে যে সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশন প্রক্রিয়া চলাকালীন, উপাদানটিকে জোরপূর্বক স্ক্রু দ্বারা "∞" আকৃতির পথ বরাবর পরিবহন করা হয়।
পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশনে, উপাদানটি একটি "C" আকারে চলে যায় এবং সি-আকৃতির চেম্বারে বারবার মিশ্রিত হয় এবং প্রতিক্রিয়া দেখায়, ফলে একটি বর্ধিত থাকার সময় হয়।
চিত্র 11 বাস করার সময় বন্টন
বিতরণ মিশ্রন কর্মক্ষমতা
1 বিতরণ সূচক
বন্টন সূচকগুলি বহির্মুখী পদার্থের rheological বৈশিষ্ট্য এবং প্রবাহ আচরণ বর্ণনা করে। এটি ডিস্ট্রিবিউশন ইনডেক্স বক্ররেখা (চিত্র 12) থেকে দেখা যায় যে পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রু-এর বিতরণ অভিন্নতা সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর তুলনায় ভাল।
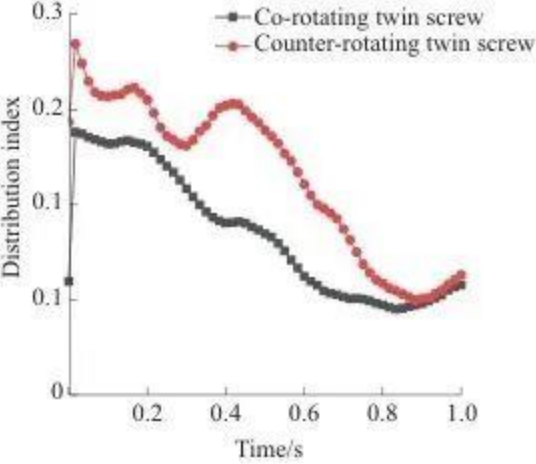
চিত্র 12 বিতরণ সূচক
2 বিচ্ছেদ স্কেল
বিভাজন স্কেল বিতরণ মিশ্রন প্রক্রিয়া বৈশিষ্ট্য. চিত্র 13 বিচ্ছেদ স্কেল বক্ররেখা দেখায়. প্রাথমিক মুহুর্তে, দুটি কণা ইনলেটের উভয় পাশে থাকে, তাই বিচ্ছেদ স্কেল মানটি বড়। সময় বাড়ার সাথে সাথে স্ক্রু মিক্সিং এফেক্টের অধীনে বিভাজন স্কেল হ্রাস পায়, বক্ররেখা কমে যায়, পৃষ্ঠের কণার বন্টন মিশ্রণের ডিগ্রী ধীরে ধীরে গভীর হয় এবং প্রক্রিয়া চলাকালীন একটি ওঠানামার ঘটনা ঘটে, যা প্রবাহ প্রক্রিয়ার সময় কণার একত্রিত হওয়ার কারণে ঘটে।
সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর পৃথকীকরণ স্কেল বক্ররেখা সর্বদা পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রু-এর নীচে থাকে, যা নির্দেশ করে যে এটি বিতরণে আরও অভিন্ন।
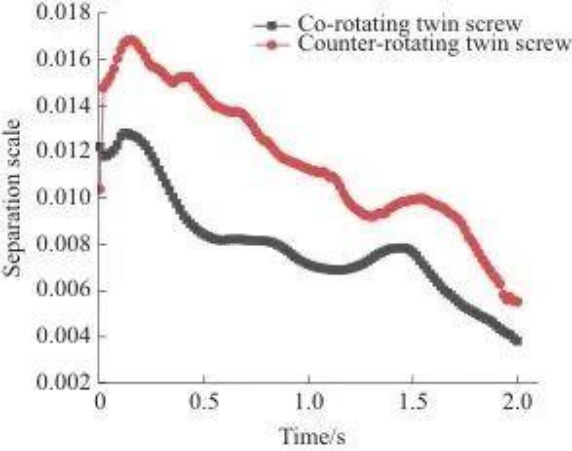
চিত্র 13 বিচ্ছেদ স্কেল
সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশনে, দুটি স্ক্রু একই দিকে ঘোরে এবং মেশিং পয়েন্টে একটি শক্তিশালী শিয়ারিং প্রভাব তৈরি করে, এবং উপাদানগুলি স্ক্রুগুলির মধ্যে একাধিকবার আদান-প্রদান করে, যা অভিন্ন বন্টন মিশ্রণ অর্জনে সহায়তা করে।
পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশনে, বেশিরভাগ উপাদান সি-আকৃতির চেম্বারে ধরে রাখা হয়, শুধুমাত্র অল্প পরিমাণ উপাদান ফাঁক থেকে প্রবাহিত হয় যা শিয়ারিং এবং স্ট্রেচিংয়ের শিকার হয়। সিলিং ভাল, রানারে উপাদানের অনিয়মিত প্রবাহ হ্রাস করে এবং এইভাবে মিশ্রণের অভিন্নতাও হ্রাস পায়।
বিচ্ছুরণ এবং মিশ্রণ কর্মক্ষমতা
বিচ্ছুরণ এবং মিশ্রণ প্রক্রিয়া এমন একটি প্রক্রিয়া যেখানে কণার আকার ক্রমাগত হ্রাস পেতে থাকে এবং এই প্রক্রিয়ায় উপাদান কণাগুলিকে যে শিয়ার এবং প্রসার্য বলগুলি একটি গুরুত্বপূর্ণ ভূমিকা পালন করে।
ট্রেসার কণা দ্বারা অনুভব করা সর্বাধিক শিয়ার স্ট্রেসটি শিয়ার প্রক্রিয়াটিকে নির্দেশ করে যা ট্রেসার কণাটি টুইন-স্ক্রু এক্সট্রুশন প্রক্রিয়ার মধ্য দিয়ে যায়। উচ্চ শিয়ারের সম্মুখীন ট্রেসার কণাগুলির অনুপাত যত বেশি হবে, স্ক্রু বিচ্ছুরণ প্রভাব তত ভাল।
চিত্র 14 সর্বাধিক শিয়ার স্ট্রেস সম্ভাব্যতা বক্ররেখা দেখায়। চিত্র 14 থেকে দেখা যায়, পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রু-এর সাথে সম্পর্কিত বক্ররেখাটি সহ-ঘূর্ণায়মান যমজ-স্ক্রু-এর উপরে।
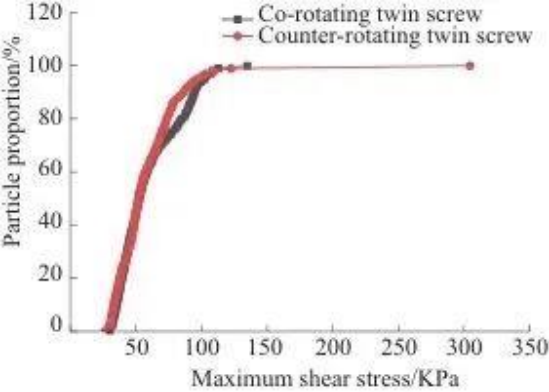
চিত্র 14 সর্বোচ্চ শিয়ার স্ট্রেস সম্ভাবনা
চিত্র 15 সর্বাধিক শিয়ার স্ট্রেস সম্ভাব্যতা ঘনত্ব বক্ররেখা দেখায়। চিত্র 15 থেকে, এটি দেখা যায় যে কণা দ্বারা সহ্য করা সর্বাধিক শিয়ার স্ট্রেস বক্ররেখার শীর্ষে ঘনীভূত হয়।
দুটি কার্ভ বৈশিষ্ট্য নির্দেশ করে যে পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রুটির একটি শক্তিশালী বিচ্ছুরণ ক্ষমতা রয়েছে এবং এটি সহ-ঘূর্ণায়মান যমজ-স্ক্রু থেকে শক্তিশালী শিয়ার এবং প্রসার্য প্রভাব প্রদান করতে পারে।
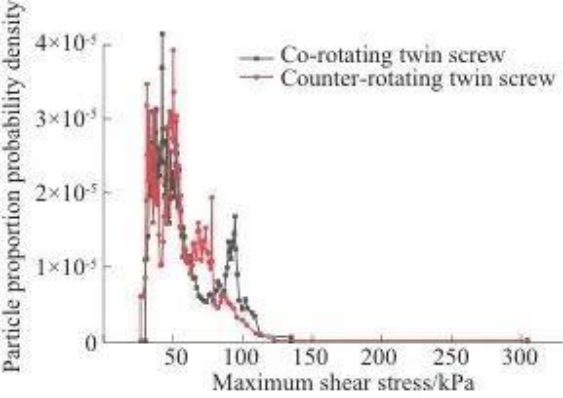
চিত্র 15 সর্বাধিক শিয়ার স্ট্রেস সম্ভাব্যতা ঘনত্ব
পরীক্ষামূলক ফলাফলের বিশ্লেষণ
প্রসার্য প্রভাব পরীক্ষা বিশ্লেষণ
চিত্র 17 এবং 18 যথাক্রমে প্রসার্য এবং প্রভাব পরীক্ষার ডেটা দেখায়।
সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশন দ্বারা এক্সট্রুড করা উপাদান স্প্লাইনগুলির বিরতিতে প্রসার্য শক্তি এবং প্রসার্য স্ট্রেন পাল্টা-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুশন দ্বারা এক্সট্রুডের তুলনায় সামান্য বেশি ছিল।
কাউন্টার-স্ক্রু এক্সট্রুশন দ্বারা এক্সট্রুড করা উপাদানের স্প্লাইনের প্রভাব শক্তি শোষণ এবং প্রভাব শক্তি সহ-স্ক্রু এক্সট্রুশন দ্বারা এক্সট্রুডের চেয়ে সামান্য বেশি।
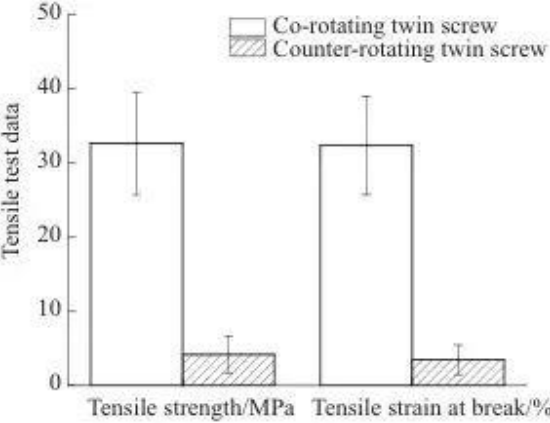
চিত্র 17 প্রসার্য পরীক্ষার তথ্য
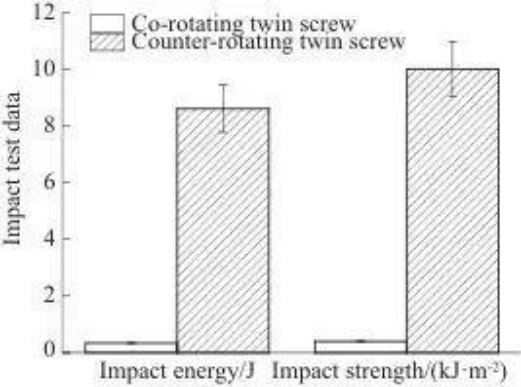
চিত্র 18 ইমপ্যাক্ট টেস্ট ডেটা
রিওলজিকাল পরীক্ষার ফলাফল
পলিমারের রিওলজিকাল বৈশিষ্ট্যগুলি সাধারণত স্টোরেজ মডুলাস (G'), লস মডুলাস (G'), এবং যৌগিক সান্দ্রতা (η*) এ প্রতিফলিত হয়। স্টোরেজ মডুলাস উপাদানের স্থিতিস্থাপকতা প্রতিফলিত করে, ক্ষতির মডুলাস উপাদানের সান্দ্রতা প্রতিফলিত করে এবং যৌগিক সান্দ্রতা আণবিক ওজন প্রতিফলিত করে। পলিমার গলে যাওয়ার তরলতা আণবিক চেইন অংশগুলির সরানোর ক্ষমতার উপর নির্ভর করে। স্ক্রু এক্সট্রুশন PLA এর আণবিক গঠন পরিবর্তন করে, যার ফলে এর আণবিক চেইন ভেঙে যায় এবং এর সান্দ্রতা হ্রাস পায়।
চিত্র 19 কৌণিক কম্পাঙ্ক সহ যৌগিক সান্দ্রতা η* এর বক্ররেখা দেখায়। এটি চিত্র 19 থেকে দেখা যায় যে কৌণিক কম্পাঙ্কের বৃদ্ধির সাথে η* হ্রাস পায়।
কাঠামোগত পার্থক্যের কারণে, পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রুটির একটি শক্তিশালী বিচ্ছুরণ এবং মিশ্রণের ক্ষমতা রয়েছে এবং আণবিক শৃঙ্খল আরও সম্পূর্ণরূপে ভেঙে যায়। অতএব, পাল্টা-ঘূর্ণায়মান যমজ-স্ক্রু দ্বারা বহিষ্কৃত উপাদানের η* সহ-ঘূর্ণায়মান যমজ-স্ক্রু থেকে কম।
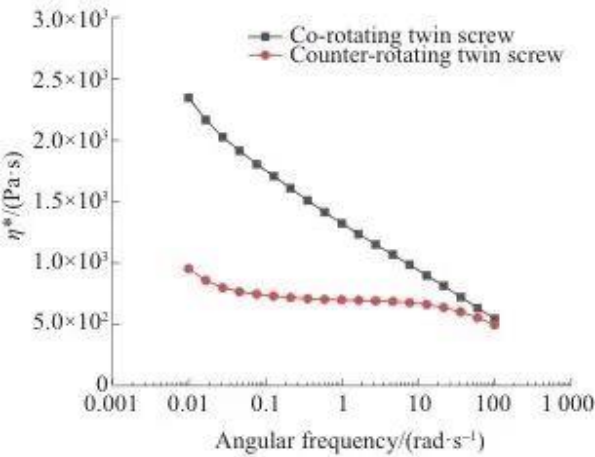
চিত্র 19 এর বক্ররেখা η * কৌণিক ফ্রিকোয়েন্সি সহ
সারাংশ
সহ-ঘূর্ণায়মান টুইন-স্ক্রু এক্সট্রুডারের সুবিধা:
• প্রবাহ ক্ষেত্র (বিশেষ করে চাপ) তুলনামূলকভাবে স্থিতিশীল।
• অত্যন্ত শক্তিশালী বন্টন মিশ্রণ ক্ষমতা, উপাদান বন্টন উচ্চ অভিন্নতা.
• সংক্ষিপ্ত উপাদান বসবাসের সময় এবং উচ্চ পরিবাহক দক্ষতা তাপ-সংবেদনশীল উপকরণ প্রক্রিয়াকরণ সহজতর এবং তাপ অবক্ষয়ের ঝুঁকি কমায়।
• এক্সট্রুড পণ্যগুলির আরও ভাল প্রসার্য বৈশিষ্ট্য রয়েছে।
কাউন্টার-রোটেটিং টুইন-স্ক্রু এক্সট্রুডারের সুবিধা:
• শক্তিশালী চাপ তৈরির ক্ষমতা (তবে সম্ভাব্য স্থানীয় উচ্চ চাপ থেকে সাবধান)।
• আরো তীব্র শিয়ারিং, উচ্চতর বিচ্ছুরণ এবং মিশ্রণ ক্ষমতা. এটি একটি শক্তিশালী প্রসারিত প্রভাব প্রদান করতে পারে।
• দীর্ঘস্থায়ী সময় এবং উপকরণের বিস্তৃত বন্টন, এমন প্রক্রিয়াগুলির জন্য উপযুক্ত যার জন্য পর্যাপ্ত প্রতিক্রিয়া বা মিশ্রণের সময় প্রয়োজন।
• এক্সট্রুড পণ্যগুলির প্রভাবের শক্তি বেশি এবং গলিত সান্দ্রতা কম (আরো পুঙ্খানুপুঙ্খ আণবিক চেইন বিরতি)।
আ একটি গ্রেড অ দাহ্য অগ্নিরোধী যৌগিক প্যানেল উত্পাদন লাইন একটি উৎপাদন ব্যবস্থা যা ধাতু-মুখী যৌগিক প্যানেল তৈরির জন্য তৈরি করা হয়েছে যার মূল উপাদান বাহ্যিক এবং অভ্যন্তরীণ প্রসাধন নির্মাণে ব্যবহৃত সর্বোচ্চ অ-দাহ্য শ্রেণীবিভাগ পূরণ করে। ব্যবহারিক পরিভাষায়, এই ধরনে...
View Moreএফআর কাঁচামাল আগুন-প্রতিরোধী অ্যালুমিনিয়াম যৌগিক প্যানেলের ভিতরে ব্যবহৃত শিখা-প্রতিরোধী কোর যৌগ, এবং এটি সাধারণত দুটি আকারে সরবরাহ করা হয়: দানা, যা এক্সট্রুশন সরঞ্জামগুলিতে খাওয়ানো কাঁচা ছুরি, এবং কোর রোল বা কোর কয়েল, যা অ্যালুমিনিয়ামের ত্বকের সাথে ল্যামিনেশনের জন্য...
View Moreএকটি সম্পূর্ণ প্যানেল উত্পাদন লাইন খুব কমই তার প্রধান প্রেস বা ল্যামিনেটিং ইউনিটের উপর দাঁড়িয়ে থাকে বা পড়ে। অনুশীলনে, দ প্যানেল উত্পাদন লাইনের জন্য সহায়ক সরঞ্জাম সেটআপগুলি — লেভেলিং মেশিন, ডিলামিনেশন ইউনিট, লিফটিং প্ল্যাটফর্ম, কোটার, ড্রাই মিক্সার, ক্যালেন্ডা...
View Moreআ অ্যালুমিনিয়াম রঙ আবরণ পণ্য লাইন একটি ক্রমাগত, স্বয়ংক্রিয় প্রক্রিয়ায় অ্যালুমিনিয়াম কয়েল বা স্ট্রিপে একটি টেকসই রঙের ফিনিস প্রয়োগ এবং নিরাময় করার জন্য ব্যবহৃত সরঞ্জাম ব্যবস্থা, এবং এটি এমন নির্মাতাদের জন্য একটি বাস্তব বিনিয়োগ যাদের শি...
View More
তানশাং ভিলেজ ইন্ডাস্ট্রিয়াল ক্লাস্টার, গাংহুয়া রোড, জিংগাং টাউন, ঝাংজিয়াগং সিটি, জিয়াংসু প্রভিন্স, চীন

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
কপিরাইট © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. সর্বস্বত্ব সংরক্ষিত. কাস্টম কম্পোজিট প্যানেল উত্পাদন লাইন নির্মাতারা






 উত্পাদন লাইন")